

One of the most interesting things about visiting Globe-Trotter recently was learning how the company has evolved. Like most British brands, although old, its history is a chequered one – which is all the more reason to celebrate its current stability.
Globe-Trotter was most recently acquired by Jeff Vaughan in 2001. He has been in the industry for a long time: back in 1988 he was the chairman of the British Luggage Association, which at the time had 21 factories among its members. Today there is only one.
Jeff used to be a licensee for Globe-Trotter, selling the product around the world – particularly in Japan. When the company was in trouble, he didn’t want to lose his best supplier, and ended up buying the factory. Jeff’s biggest client – the Japanese distributor – later agreed a cross-ownership structure with Globe-Trotter, with both taking stakes in each others’ companies.
That relationship explains part of the brand’s popularity in Japan. It was also sold alongside Japanese-owned Mackintosh for several years, under a Vulcanised brand, given the products’ sharing of that process. That structure has been good for Globe-Trotter, which has grown from 16 workers to over 100. (It’s a big generalisation, but it’s hard not to wish that more British brands were being acquired by Japanese companies, rather than Chinese.)

Globe-Trotter is opening its first big, flagship store on Albermarle Street in London on 22 May. The most noticeable changes from previous stores will be the leather range (of which more in another post) and the space dedicated to bespoke. Bespoke cases have been popular in Japan for a long time. At the biannual bespoke evenings in Tokyo, an average of 80 cases are ordered. But this will be the first time a store will have a big space permanently dedicated to it.
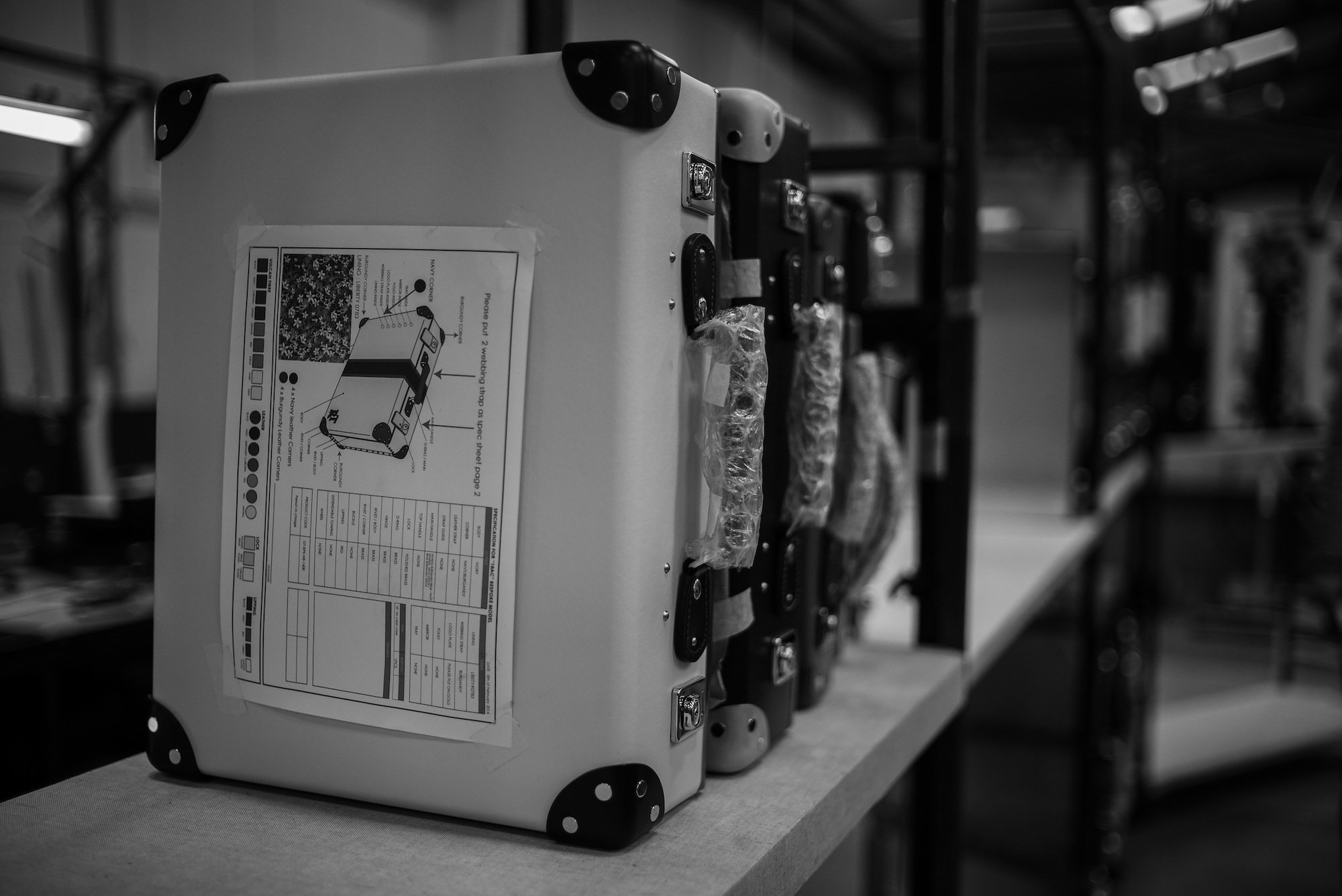
The process at the factory required to make so much bespoke was interesting. Jeff used time-and-motion studies to look how different aspects of the production operated, and swapped around teams from section to section to see how they compared. The resulting process is more efficient and allows the factory to swap easily between big runs – say twenty 30-inch cases – and small or bespoke orders. At the factory it is easy to see this in operation, with a wide variety of case-tops lined up waiting to be worked on.

“I would call this handmade luggage,” says Jeff. “It’s not hand-sewn and in fact many of the processes aren’t that different to how a case might be made in the Far East. But the difference is the lack of mass production. We have infinite flexibility and apply individual care to each case.”
That may seem like so much spin, but I know what he means. It’s not as easy to point to as a suit’s paper pattern or a shoe’s hand-sewn welt, but the lack of mass production is a significant differentiating factor.
Jeff has also refined several things about Globe-Trotter cases in the past 10 years, such as having wheels made specifically for them (rather than buying a standard design), improving the trolley handle so it is slimmer and subtler, and making the end handle the same as the side one – which is substantially stronger.
The ultimate aim is not to produce anything as slick and functional as a Rimowa, however. For Jeff, it is about refining the quality rather than changing the DNA. I like the line he uses often to describe the difference: “We’re making a Ferrari, not a Lexus.” Ferrari owners may be able to tell many stories about the impracticality of aspects of the cars; but they wouldn’t swap them for a Lexus in a million years.






















Simon, what size case would you say is the most practical for air travel where the case would be checked?
Ever had a pair of Foster and Sons?
Bespoke are in the works… more in a week or two
Very interesting point you make on Japanese ownership as opposed to Chinese ownership. Given the massive cultural differences
between England and Japan, you’d think it would not work out, but perhaps there are more similarities than differences
between the English and the Japanese. They’re both island races with long rich histories and traditions. I’ve noticed not only
with Mackintosh and Globetrotter, but also Edward Green enjoys a good following in Japan. Speaking to one of the staff
at Edward Green some time back, he said a large percentage of their sales are made in Japan and the last time I was in the shop
noticed that a constant stream of Japanese tourists were coming in.
It’s more the fact that the Japanese appreciate craft – it’s very much part of their culture – wherever it comes from. The English are not as discerning in reverse, unfortunately.
It should also be said that the Chinese have come on a long way in a very short period of time. Consumers there are already progressing beyond flashy labels to the kind of makers we know and love. Cifonelli, Corthay and others all had their first trips to China recently. That’s more damning of other ultra-rich nationalities such as the Russians and Arabs, perhaps. They’ve been buying luxury for a lot longer.
It’s probably getting a bit off topic for a style blog but I’d argue there are far more cultural similarities between Japan and England than China and England. Chiefly, both cultures have a distinct class structure, a long-standing monarchy and a healthy tradition of emotional repression (although we British prefer to call it a stiff upper lip).
I’m not sure how any of this translates into a love of craft and clothing but some theories of fashion suggest a “trickle-down effect” in which tastemakers at the top of the social hierarchy (usually the Royal Family) set the sartorial standards, which then gradually work their way through the echelons of society. So we can thank the Duke of Windsor for that.
Back on topic, I love Globe-Trotter luggage, although I wish they would make a trolley case bigger the 21″ (which is too small for anything more than a few days) that will still fit in overhead luggage.
Which color would you choose? A black Rimowa 21″ or a stainless steel Rimowa? I’m worried stainless steel would look too showy.
Stainless steel. I don’t find it looks too showy, personally, and batters up nice
You are the first thing that I have found that has a Globetrotter line. I found a Globetrotter air mattress made in Japan and I have not been able to find anything about it maybe you can help me I’ll put a picture on here and if you can find out
No idea I’m afraid Ron, sorry. Perhaps ask the company itself?
I’ve tried to find the company but can’t
Ah, sorry Ron, I don’t think there’s anything else I can do to help
There is a new luxury luggage “kid on the block”….or relatively new…..Stirling Pacific. They are well known in the US…by those with deep pockets….very deep pockets!!! They have a dedicated website:- http://www.stirlingpacific.com.
In appearance they are somewhat like Rimowa…but much stronger and somewhat heavier. They have a UK agent as below:-
Here are our current retail partners in the UK:
Lucci Leatherwear
42 Drapery, Northampton NN1 2HG, United Kingdom
Lucci Leatherwear
34-36 Church Gate, Leicester LE1 4AJ, United Kingdom
If you are interested…and can afford it….they might be worth checking out!